![]()
Suche
Login Form

CTC large
3-D Drucker
Ich hatte seit einiger Zeit vor mir einen 3D Drucker zu kaufen. Mein Ziel war mehr mich mit der Technik zu beschäftigen und dikese kennenzulernen und weniger gezielt Modelle zu drucken. Bisher hatte ich keine Berührungspunkte mit den Druckern bzw. 3D Design. Zuerst habe ich bei Ebay den CTC Makerbot Clone ins Auge gefaßt. Dann viel mir vor ca. 2 Monaten bei Ebay dieser Drucker ins Auge: CTC Riesen 3D Drucker. Dieser ist augenscheinlich kein Makerbot Clone sondern ein Ultimaker Clone.
CTC Riesen 3D Drucker
Eingangsspannung: 110V-230V
Output Port: USB2.0, SD Card
Drucker Dimesion: 320 * 467 * 381mm
Buidling Größe: 210 * 210 * 260mm
Verpackungsgröße: 480 * 480 * 600mm
Schicht Genauigkeit: 0,1 mm-0,5 mm
Positioniergenauigkeit: XY-Achse Z-Achse 0.011mm 0.025mm
Eingabedateitypen: stl, gcode
Extrusionsdüsenströmung: Über 24CC / Stunde
Düsendurchmesser: 0,4 mm
Empfohlene Düsenbewegungsgeschwindigkeit : 35-40 mm / s
Print Material: 3,00 mm ABS oder PLA Filament
CTC Webseite: CTC Large Size Single Nozzle Desktop 3D Printer (http://www.ctcprinter.com/product_detail.php?ProId=25)
Bei der Lieferung war eine Linearführung aus ihrer Halterung gelöst, die sich aber im Schraubstock wieder einpressen ließ (nach demontage der Z-Achse) und ich mußte gefühlte 30 Gehäuseschrauben nachziehen, lohn war aber, das das Gehäuse deutlich an Stabilität gewann. Die Verkabelung war nach opt. Kontrolle fehlerfrei. Instalation/Montage gelang nach den Bildern der chinesischen Bedienungsanleitung (auf SD-Karte) problemlos. Als Software war Cura auf der SD Karte.
Der Testdruck von der SD-karte -ein Maulschlüssel - gelang nach Anschalten / Duckbettkalibrierung auf anhieb. Dies hat mich positiv überascht, da ich nach diversen Berichten über den CTC Dual mit langwierigem Basteln und Einstellen gerechnet hatte, bis man kein "Kunstsoffkneul" mehr erntet.
Nach ein paar Drucken war der Drucker auf einmal komplett Stromlos. Nach Kontrolle der Sicherungen und Nachmessen an den Netzteilkontakten zeigte sich, das das Netzkabel defekt war - nach Austausch lief der Drucker problemlos. Austieg aus Druck mit der Anzeige 'Overtemp' - am Drucvkkopf war ein Stecker lose. Nach leichtem biegen der Kontakte und neu aufstecken lief der Drucker wieder normal.
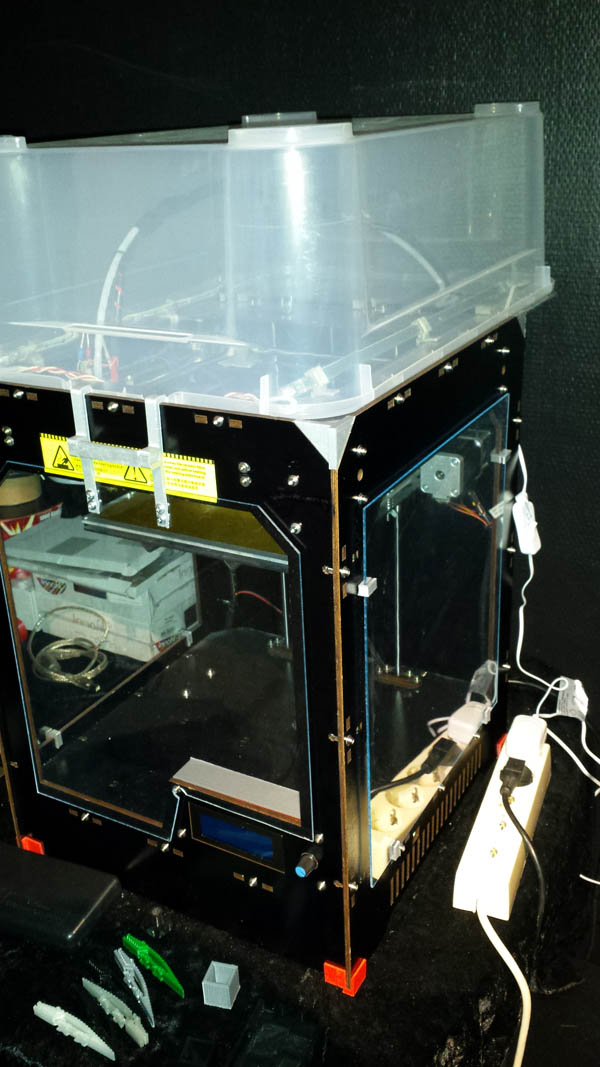
Montage von 2 LED-Leisten links und rechts an der Oberseite. Die 40 cm Led-Leisten stehen hinten über und beleuchten den Feeder mit, so kann man schön sehen ob der Filamentvorschub paßt. Als Halter habe ich diese http://www.thingiverse.com/thing:40583 (Ikea Dioder LED strip on Ultimaker) verwendet.
Als Abdeckung der oberen Öffnung verwende ich eine durchsichtige Stapelbox 38 x 54 x 18 cm aus dem Baumarkt. Diese paßt genau zwischen die überstehenden Seitenwände, so das auch ohne weitere befestigung nichts wackelt oder klappert.
Da die Platine vom LCD Cover in den Bauraum steht und dort schonmal Reste runterfallen habe ich eine Abdeckung konstruiert, die auf die Abstandshalter der Platine geklipst werden kann (http://www.thingiverse.com/thing:1240378).
Für die Seitenfenster und die Front habe ich mir im Baumarkt Polystyrol-Platten (Bastelglas 2mm) zuschneiden lassen. Die Fenster sind 30x 33,5 cm groß, die Platten habe ich auf 31,5x35 cm zuschneiden lassen. Als Halter verwende ich http://www.thingiverse.com/thing:14727 zum aufstecken auf die Seitenwände. An der Scheibe für die linke Seite mußte ich aber hinten oben noch zwei Löcher feilen, da dort in der Nähe zwei Schrauben waren. Die Scheibe auf der Rechten Seite hat unverändert gepaßt.
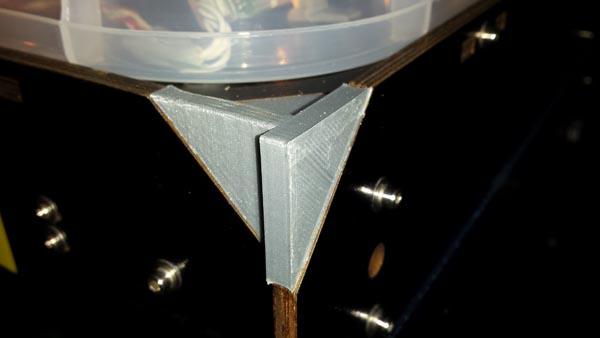
Für die Oberen Ecken am CTC habe ich neue Abdeckungen konstruiert, da die bei Thingiverse für den CTC Dual gefundenen nicht paßten. Alle fehlenden Dreiecke der Ecke haben jeweils eine Schenkellänge von 3.0 cm. Die Vorderen habe ich mit Überständen konstruiert, damit die Kantenlinie erhalten bleibt, die hinteren ohne, damit der Deckel flach aufliegen kann: http://www.thingiverse.com/thing:1254470
Die Alu-Platte des Heizbettes hat sich seit beginn scheinbar geringfügig verzogen dadurch wird das kalibrieren schwieriger (Spaltmaß außen & in der mitte der Platte), dies liegt aber in einem für mich noch nutzbarem Bereich.
Gerade im Hinblick auf die Beschwerden in der Verarbeitungsqualität beim CTC Dual in letzter Zeit bin ich mit dem CTC large sehr zufrieden. Der Metallunterbau für den beheizen Drucktisch ist robust, genau wie die gesamte Druckkopfführung. Die Drucke erreichen eine für mich ordentliche Qualität.
Schade ist, das ich bei suchen im Internet bisher kaum Beiträge zu dem CTC large finden.
Und hier die nächsten Erlebnisse:
Der Endstop der Z-Achse hat sich unbemerkt gelöst. Bei einem unbeobachteten Druck ist Die Druckplatte dann zu hoch gefahren und der Druckkopf durch die Kapton-Folie geschrabbt. Die Düse ist dann auch verstopft und der Feeder hat sich fest gefressen. Mit neuer Folie auf das Druckbett bringen, Feeder demontieren / reinigen / zusammenbauen / Druckdüse freibekommen hat mich das gute 3 h gekostet. Der Endschalter ist an der Gehäuserückseite verschraubt und über ca. 2 cm in der höhe verschiebbar. Da er am unteren Anschlag sitzen muß und ich das Druckbett schon ganz angezogen habe um Leveln zu können, habe ich eine Adapterplatte konstruiert, (http://www.thingiverse.com/thing:1319557), damit der Endschalter etwas tiefer sitzt und man beim Leveln die Federn nicht bis zum letzten zusammenpressen muß. Zudem erhoffe ich mir einen festeren Sitz von der Platte, damit er nicht wieder verschoben wird.
Die Extrudertemperatur zeigte bei Raumtemp bisher 100°C zuviel an (120 statt 20°C), bei Arbeitsbedingungen aber offensichtlich richtig, jedenfalls lies sich PLA bei 210°C gut drucken. Aus dem Internet hatte ich jetzt den Hinweis, das auf dem Ultimaker-Board ein Wiederstand R23 montiert sein muß, wenn ein thermistor verwendet wird, bei einem Thermocouple soll er nicht montiert sein. Eine kurze Kontrolle zeigte, das auf meinem Board ein Wiederstand neben dem Temperaturmessungsstecker ist, der auch mit R23 beschriftet ist. Ich habe den wiederstand weggeknipst und nun wird sowohl bei Raumtemperatur als auch im Arbeitsbereich die Temperatur richtig angezeigt.
Ich habe mir Repetier-Host installiert und dann den Drucker damit per USB verbunden. Hier mal die Daten, die ich im Terminal einsehen konnte:
USB angemeldet als Arduino Mega 2560.
Beim Verbinden bzw. Auslesen mit G-Code 503 meldet sich die Firmware mit folgenden Daten:
Marlin 1.0.0
FIRMWARE_NAME:Marlin V1; Sprinter/grbl mashup for gen6 FIRMWARE_URL:http://firmware.ultimaker.com PROTOCOL_VERSION:1.0 MACHINE_TYPE:CTC Giant EXTRUDER_COUNT:1 UUID:00000000-0000-0000-0000-000000000000
Last Updated: Jul 30 2015 16:41:29 | Author: (none, default config)
Compiled: Jul 30 2015
Free Memory: 3978 PlannerBufferBytes: 1232
Hardcoded Default Settings Loaded
Steps per unit:M92 X78.74 Y78.74 Z198.48 E836.00
Maximum feedrates (mm/s): M203 X500.00 Y500.00 Z5.00 E25.00
Maximum Acceleration (mm/s2): M201 X9000 Y9000 Z100 E10000
Acceleration: S=acceleration, T=retract acceleration M204 S3000.00 T3000.00
Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
M205 S0.00 T0.00 B20000 X20.00 Z0.40 E5.00
Home offset (mm): M206 X0.00 Y0.00 Z0.00
PID settings: M301 P22.20 I1.08 D114.00
SD card ok
PID-Autotune: Extruder: M303 E0 S200 C8
Heizbett: mit M303 E-1 C8 S90
Referenzwürfel gedruckt für Kalibrierung der Steps/Unit
Mit der Arduino Software habe ich dann die Firmware geflasht auf marlin 1.0.2 RC 3 und konnte endlich die PID Parameter und die Steps per mm optimieren:
Hier die CONFIG.h zum Download.
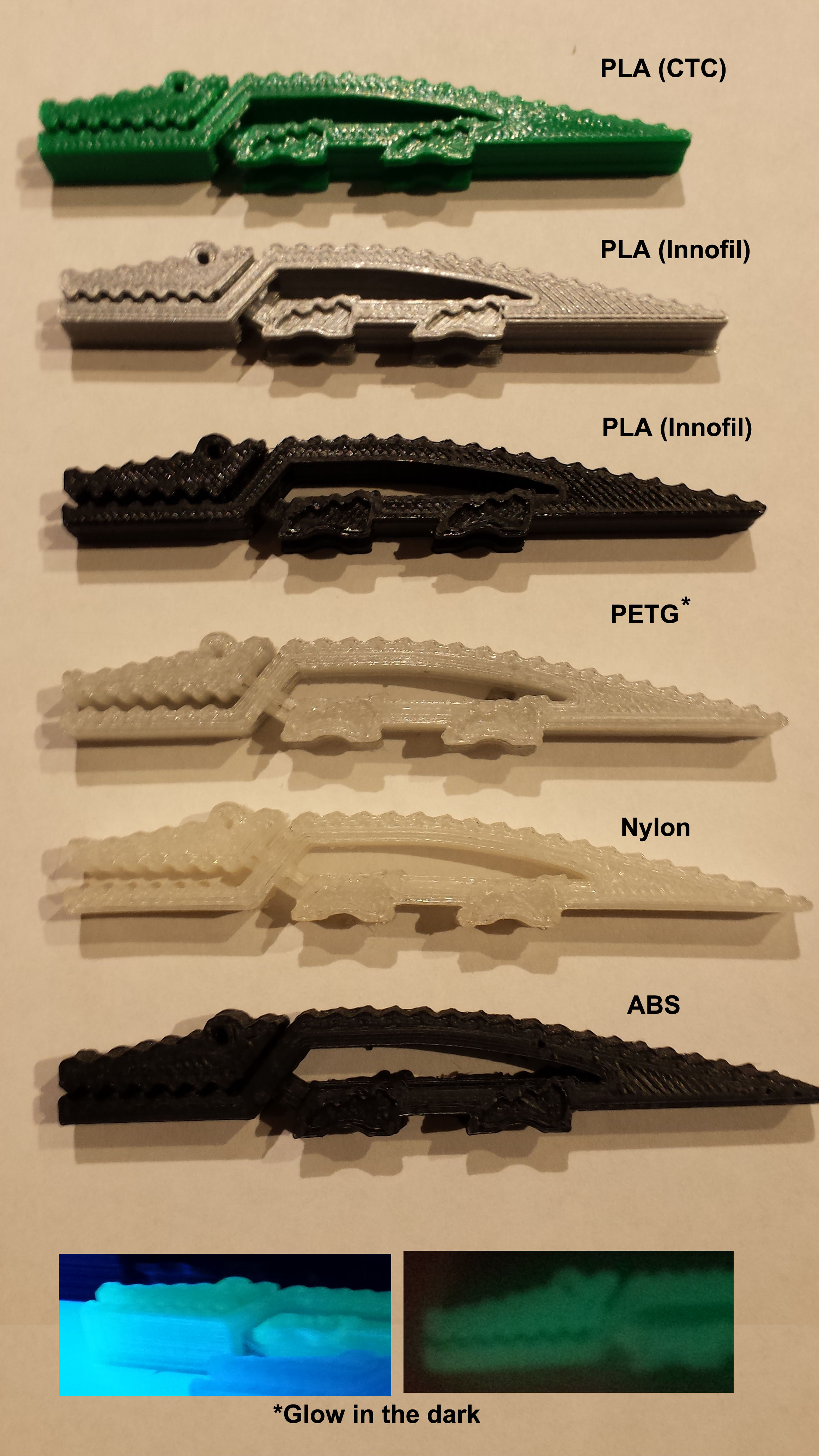
Bisher habe ich nur PLA gedruckt, aber ich habe mir nun ein paar Muster anderer Filamente bestellt und heute getestet. Hier einmal der Überblick:
|
|
Druckkopf [°C] |
Heizbett [°C] |
Durchmesser gemessen [mm] |
Bauraum |
Ergebnis |
|
PLA, grün, CTC |
210 |
50 |
2,95 |
vorne offen |
OK |
|
PLA, silber, Innofil 3D |
210 |
60 |
2,86 |
vorne offen |
OK |
|
PLA schwarz, Innofil 3D |
210 |
60 |
2,86 |
vorne offen |
OK |
|
Filaflex, Schwarz, Filamentworld (Flexibel) |
- |
- |
2,77 |
- |
nicht förderbar |
|
PETG, Glow(grün) Filamentworld (Glow in the dark) |
235 |
80 |
2,90 |
geschlossen |
OK |
|
Nylon,Natur, Fillamentworld (Alloy 910 Taulman) |
247 |
60 |
2,80 |
geschlossen |
OK |
|
ABS, Schwarz Filamentworld |
240 |
100 |
2,84 |
geschlossen |
OK |
Gedruckt wurde auf Kapton-Folie mit 35 mm/s, Lüfter an ab 4 Layer.
Das flexible Filaflex ließ sich im Bowden-Tube fördern, aber sobald es den Druckkopf erreicht hatte blieb es stecken, damit war es nicht druckbbar. Getestet wurde dabei ein Temperaturbereich 220 - 260°C.
Mit halt auf dem Druckbett gab es bei keinem der anderen Materialien Probleme. Sie haben alle gut gehalten und ließen sich nachher entfernen. Kleine Öffnungen und Brücken haben bei allen Materialien funktioniert. Die Kroko-Klemme ist in allen Fällen funktionsfähig gewesen. Der Verbund zwischen den Schichten war ebenfalls in allen Fällen gegeben.
Beim PETG kam es zu ganz leichtem Fädenziehen, (dies wäre aber sicher noch optimierbar). Der Glow Effekt ist gut sichtbar, ich hätte ihn mir aber stärker vorgestellt.
Das schönste Druckbild hat optisch das ABS gegeben.
Von der Stabilität soll das Nylon am stärksten sein, auffällig ist aber insbesondere das es etwas biegbarer ist als das PLA und das ABS.
Navigation
- Aktuelle Seite:
-
Startseite

-
Andreas Hamm
- 3D-Druck