Bisher habe ich nur PLA gedruckt, aber ich habe mir nun ein paar Muster anderer Filamente bestellt und heute getestet. Hier einmal der Überblick:
|
|
Druckkopf [°C] |
Heizbett [°C] |
Durchmesser gemessen [mm] |
Bauraum |
Ergebnis |
|
PLA, grün, CTC |
210 |
50 |
2,95 |
vorne offen |
OK |
|
PLA, silber, Innofil 3D |
210 |
60 |
2,86 |
vorne offen |
OK |
|
PLA schwarz, Innofil 3D |
210 |
60 |
2,86 |
vorne offen |
OK |
|
Filaflex, Schwarz, Filamentworld (Flexibel) |
- |
- |
2,77 |
- |
nicht förderbar |
|
PETG, Glow(grün) Filamentworld (Glow in the dark) |
235 |
80 |
2,90 |
geschlossen |
OK |
|
Nylon,Natur, Fillamentworld (Alloy 910 Taulman) |
247 |
60 |
2,80 |
geschlossen |
OK |
|
ABS, Schwarz Filamentworld |
240 |
100 |
2,84 |
geschlossen |
OK |
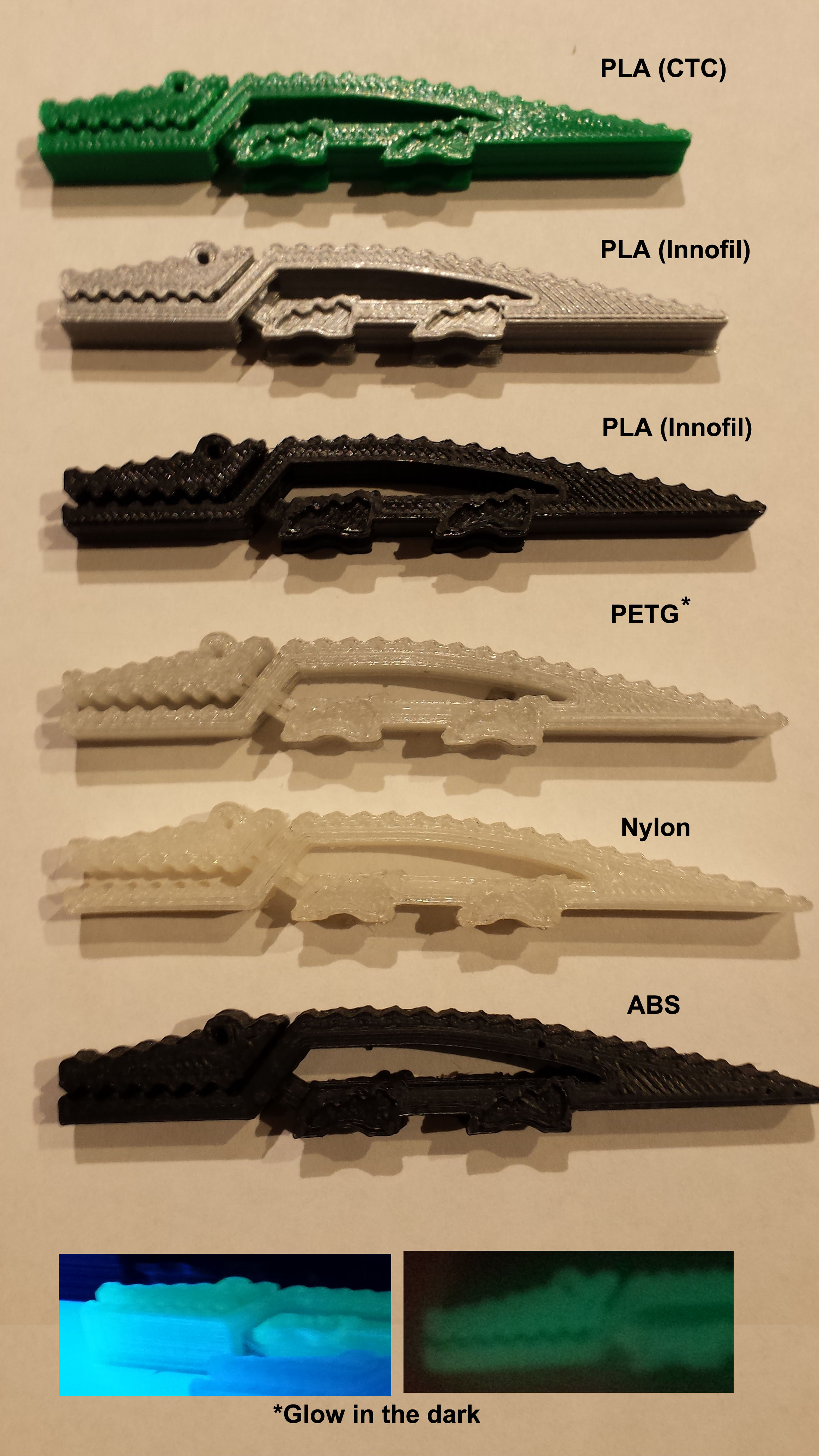
Gedruckt wurde auf Kapton-Folie mit 35 mm/s, Lüfter an ab 4 Layer.
Das flexible Filaflex ließ sich im Bowden-Tube fördern, aber sobald es den Druckkopf erreicht hatte blieb es stecken, damit war es nicht druckbbar. Getestet wurde dabei ein Temperaturbereich 220 - 260°C.
Mit halt auf dem Druckbett gab es bei keinem der anderen Materialien Probleme. Sie haben alle gut gehalten und ließen sich nachher entfernen. Kleine Öffnungen und Brücken haben bei allen Materialien funktioniert. Die Kroko-Klemme ist in allen Fällen funktionsfähig gewesen. Der Verbund zwischen den Schichten war ebenfalls in allen Fällen gegeben.
Beim PETG kam es zu ganz leichtem Fädenziehen, (dies wäre aber sicher noch optimierbar). Der Glow Effekt ist gut sichtbar, ich hätte ihn mir aber stärker vorgestellt.
Das schönste Druckbild hat optisch das ABS gegeben.
Von der Stabilität soll das Nylon am stärksten sein, auffällig ist aber insbesondere das es etwas biegbarer ist als das PLA und das ABS.